








-
2018-03-06 東風(fēng)精鑄銷售信息垂詢
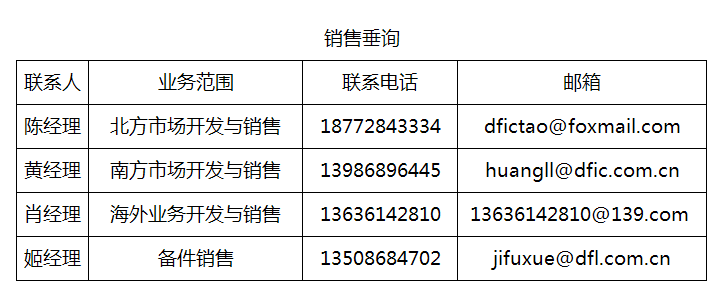
黨群工作部: 為方便市場拓展,建議在公司對外網(wǎng)站或其它有維護(hù)公司信息的網(wǎng)站上更新銷售系統(tǒng)聯(lián)系方式。新的聯(lián)系方式如下:
-

2014-11-25 東風(fēng)零部件肖精華副總到我司開展《直接人員效率管理》培訓(xùn)
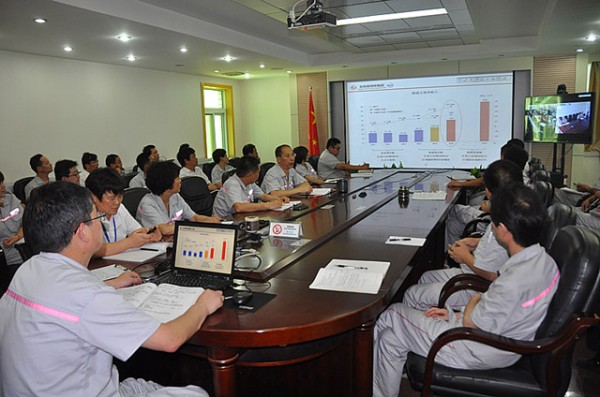
11月25日,東風(fēng)零部件肖精華副總經(jīng)理對我司中高管及主管師以上專業(yè)技術(shù)人員進(jìn)行了《直接人員效率管理》培訓(xùn)。肖總從效率的概念及管理思路著手,結(jié)合其他兄弟單位優(yōu)秀的改善案例,深入淺出講解了人
-

2014-11-24 整合推廣優(yōu)勢資源 實(shí)現(xiàn)全價(jià)值鏈增值
11月20-24日,由我司和精密鑄造協(xié)會組織開辦的“精鑄企業(yè)現(xiàn)代管理工具與方法”培訓(xùn)班在五樓會議中心開講,共有60余名精鑄企業(yè)管理人員和供應(yīng)商報(bào)名參加。 為促進(jìn)精鑄行業(yè)有序良性發(fā)展,展示我司
-

2014-11-20 公司舉辦新三板掛牌項(xiàng)目主辦券商招(投)標(biāo)會
11月20日下午,公司新三板掛牌項(xiàng)目主辦券商招(投)標(biāo)會在301會議室召開。會議邀請十堰市上市辦、DFPC、DFIC領(lǐng)導(dǎo)專家擔(dān)當(dāng)評委,長江證券、國信證券、中信建投三家證券公司參加本次投標(biāo)。經(jīng)過近
-
2014-07-22 挑戰(zhàn)與變革
7月18日下午,東風(fēng)精鑄召開全體中高管學(xué)習(xí)會,認(rèn)真學(xué)習(xí)貫徹東風(fēng)零部件2014年年中工作會議精神。學(xué)習(xí)會由黨委書記孫長虹主持,杜孔明總經(jīng)理向全體中高管傳達(dá)貫徹了東風(fēng)零部件年中工作會議主要精神,
-
2012-10-17 我公司通過“湖北省精密鑄造工程技術(shù)研究中心”認(rèn)定
近日,我公司會同湖北汽車工業(yè)學(xué)院聯(lián)合申報(bào)的“湖北省精密鑄造工程技術(shù)研究中心”獲得湖北省科技廳批復(fù)認(rèn)定,經(jīng)過三年不懈努力,我公司工程技術(shù)研究中心建設(shè)系列工作終獲得省級主管部門認(rèn)可。
-

-

-

申請預(yù)約 電子萬能拉力機(jī)
詳細(xì)信息查看評論
- 設(shè)備型號: CMT5305
- 服務(wù)領(lǐng)域: 材料,機(jī)械工程
- 儀器認(rèn)證: 東風(fēng)汽車有限公司計(jì)量測試中心樣準(zhǔn)
- 生產(chǎn)廠家: 深圳市新三思材料檢測有限公司
- 主要用途: 材料拉伸試驗(yàn)
- 產(chǎn)地: 中國
- 附件及功能: 材料屈服強(qiáng)度、抗拉強(qiáng)度、延伸率
- 啟用日期: 2005-03-01
-

申請預(yù)約 電液伺服零部件疲勞試驗(yàn)系統(tǒng)
詳細(xì)信息查看評論
- 設(shè)備型號: PLS-150
- 服務(wù)領(lǐng)域: 材料,機(jī)械工程
- 儀器認(rèn)證: 自校
- 生產(chǎn)廠家: 硬件系統(tǒng):濟(jì)南時(shí)代試金試驗(yàn)機(jī)有限公司 數(shù)據(jù)采集管理系統(tǒng):MOOG,荷蘭制造
- 主要用途: 零部件疲勞試驗(yàn)
- 產(chǎn)地: 中國
- 附件及功能: 零部件疲勞試驗(yàn)
- 啟用日期: 2014-07-01
-
鑄件防變形的方法有哪些?
答:A.取模——取模自動頂模減少變形,冷卻時(shí)用胎具固定,組樹時(shí)檢具檢測; B.制殼——工藝上與澆注系統(tǒng)形成框架,必要的設(shè)計(jì)輔具固定; C.焙燒——焙燒時(shí)設(shè)計(jì)放置輔具; D.熱處理——裝箱方式和數(shù)量固化統(tǒng)一,減少加熱過程中變形; E.拋丸——掛拋; F.校正——對沒有防止住變形的鑄件,事后機(jī)械校正保證。
-
鑄件變形影響因素有哪些?
答:A.蠟?zāi)W冃危籅.制殼過程變形;C.焙燒過程變形;D.凝固收縮變形;E.熱處理加熱變形;F.拋丸變形
-
鑄件冷隔的原因?
答:A.澆注溫度過低;B.模殼空冷時(shí)間偏長
-
鑄件表面出現(xiàn)孔洞的原因?
答:A蠟料灰分超高;B.脫蠟不凈或模殼長“豆芽”;C.型殼焙燒不良;D.鋼水凈化不足:金屬液脫氧、除氣不充分;E.澆注速度過快;F.澆注系統(tǒng)不合理不利于排氣。
-
鑄件出現(xiàn)跑火毛刺的原因?
答:A. 面層涂料粘度低,粉液比低,面層型殼開裂;B.型殼干燥不徹底;C.型殼焙燒不良
-
鑄件表面出現(xiàn)麻點(diǎn)的原因?
答:A.面層粉砂中雜質(zhì)含量高;B.熔煉脫氧不徹底;C.澆注溫度太高
-
鑄件澆不足原因?
答:A.澆注溫度偏低;B.澆注系統(tǒng)壓頭偏低;C.模組跑火
-
鑄件表面流紋的原因?
答:A.模殼焙燒不良;B.澆注溫度過低;C.澆注速度過慢
-
鑄件表面結(jié)疤的原因?
答:A.面層上砂不良;B.型殼未干透(干燥時(shí)間短,干燥溫度低,涂料堆積等導(dǎo)致);
-
落件難度大的原因?
答:A.澆口鎖緊角度設(shè)計(jì)不合理;B.內(nèi)澆口截面偏大
-
落件缺肉的原因?
答:內(nèi)澆口設(shè)計(jì)不合理(余根設(shè)計(jì)偏小、鎖緊角度太大)
-
裂紋產(chǎn)生的原因及預(yù)防?
答:原因:A.結(jié)構(gòu)設(shè)計(jì)不合理;B.澆注系統(tǒng)設(shè)計(jì)不合理,產(chǎn)生熱裂;C.金屬有害雜質(zhì)超標(biāo)預(yù)防:A.裂紋處加筋;B.裂紋處圓角加大;C.控制鋼水中有害雜質(zhì)(P、S、Pb、Bi等)
借人脈之力 分享卓越



友情鏈接: 睿志科技 |